

Rooted in German ingenuity, the Leupold company was founded in 1907 by European immigrants Markus-Friedrich Leupold and brother-in-law Adam Voelpel in Portland, Oregon, United States. It started out as a small repair shop for survey gear, and introduced a patented water level recorder in 1911, invented by J.C. Stevens, which joined the company in 1914.

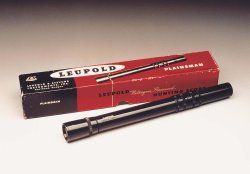
By this time, Leupold, Voelpel & Co. had become an established scientific instrument manufacturer, introducing in the years many innovative products and patents, such as the Telemark, a remote water level recorder that used telephone lines, in 1939. By 1942, the company changed its name to the now familiar Leupold & Stevens. In these years, Marcus Leupold – the founder’s son – joined the company. Marcus was an enthusiast outdoorsman and hunter, and history goes that sometimes after WW2, during a Deer hunt, his unnamed riflescope fogged up and he missed a shot. Looking at the buck disappearing in the woods, and then at the gun’s scope, he exclaimed the now famous phrase, "Hell! I could build a better scope than this!". So, he went on and he did – and then, launching the first Fog-Free Leupold riflescope in 1947, the Plainsman, a 2 1/4x fixed magnification scope, spider silk crosshairs, with unique ring windage and elevation reticle adjustments on its 7/8" tube.
The secret to its fog resistance was its “Nitrogen processing”, purging all air inside the sealed optic body and replacing it with nitrogen, an immensely innovative idea conceived during WW2, when Leupold & Stevens was involved in manufacturing optics for the US Navy.
From that first riflescope, a whole new business for Leupold & Stevens started, and in the early seventies, Sports Optics surpassed the original scientific instrument business’ revenue, and by 1979 that was doubled.
Today, it is a fifth-generation family owned company, very possibly the largest riflescope and Sports Optics manufacturer in the USA, and undoubtedly one of the largest in the world.

I’ve had the privilege to visit Leupold’s factory and test a selection of the American manufacturer’s products during my Pronghorn hunt in Colorado invited by German firm Outdoor Marketing International, representing Leupold in Europe. I used the Leupold VX-6HD 3-18x44 Firedot variable magnification riflescope, the BX-4 Pro Guide HD 10x42 binoculars and the Leupold RX-2800 TBR/W Laser Rangefinder. Specifically, the VX-6HD riflescope will be the topic of a field test on all4shooters: stand tight for that!
Leupold: the factory tour
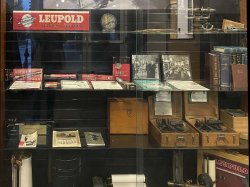
A downpour welcomed us in Beaverton, Oregon, so we had to literally run into the front lobby of the Leupold &Stevens, Inc. company’s Headquarters. Inside, a remarkable selection of game, accolades, commemorative firearms, and a showcase with the Company’s most significant achievements and products – including that first water level recorder – is on display.
The Leupold & Stevens complex includes the Beaverton manufacturing building, built in the 1960s after Leupold moved from Portland, spanning 150K square feet and a recently added 40K SF Distribution Facility that is only a few hundred feet apart from the HQ. Over 700 employees work today in both these buildings.
Bruce Pettet, President & CEO of Leupold & Stevens, and Nic Kytlica, Shooting Sports Marketing Manager, introduces us in the Product Showroom, in which we attend a presentation of the company – “we” as me, Jens Tigges from OMI, and a select few fellow reporters from Europe. In the showroom, every civilian product from the company is displayed and can be tested in the distance through the room’s windows.
Our tour starts immediately after our meeting, with Nic Kytlica as our host. As first stop, we are presented with… a completely unassuming locked door in an ordinary corridor. That is the optics lab, where all the "magic" comes from; designs, ideas, projects, it’s all there, and obviously it cannot be visited. We will also not visit the portions of the factory where Leupold military scopes are built or processed.

However, in the optics lab, after the models have been finalized from R&D, prescriptions for every single element in the optical schemes are meticulously developed so that the glass is ground to the exact specs. The labs are also responsible for testing every manufactured lens to ensure specs and quality in production.
A hint of the optics lab is in passing, as we see outside a passageway taking us downstairs in the machine shop floor, the full-size 50 yards optical test board, which features a number of test targets for things like V&H resolution, color, geometry and more. It is placed in the open, to take advantage of real year-round and variable weather daylight seeping through the tree lines.

As usual, all factory Tours follow a logical route, always starting from the raw materials. Leupold’s no exception – Nic shows us the bar stock and various profiles used for the machining of the maintubes and all ancillary parts of the optics; many aluminum alloys are used, but all of them are US sourced, and are all top quality, Alcoa Aerospace grade. Over 1,600 tons of aluminum and 300 tons of steel are used by the factory each year, and it shows in the rows and rows and stacks of bars and tubes of metal awaiting process. All the chips coming from the machining are processed to be recycled, pressed in "pucks" and then sent back to the suppliers. Most of the CNC machines, multi-spindle lathes and turn-mill centers are familiar INDEX-Werke machines, famous for their German reliability and precision. Every mechanical part of Leupold riflescopes is built in-house, down to the smallest of the screws. Some critically important parts, such as the elevation and adjustment turret threaded bolts and nut assembly, are machined from T7075 alloy on ultra-accurate Citizen Cincom sliding headstock Swiss-type CNC machines.

The riflescope’s main tubes are machined from specific stock, many custom shaped and purpose-built tools are used for some machining steps, and even these tools are built in-house at Leupold in a dedicated Grind Room and workshop. The Mark 5HD riflescope housings are monolithic, meaning they are all machined from a single bar of alloy stock; once fully machined, the part is incredibly light.
The internal parts of the scope, such as the erector and cam tubes, the turret dials, the lens holders and lockrings, are also all built in the shop floor.

Every part undergoes a strict quality inspection in a specialized metrology lab, in which random samples from all production lots of parts are thoroughly tested in every possible way. Once machined, the part is then surface treated; i.e, the external surfaces of the maintubes are tumble and glass bead finished with a proprietary process before being anodized – for that beautiful, deep and matte black Leupold scopes are known for. Well over 95% of riflescopes are anodized matte black, but a very small percentage gets a FDE anodization – mostly the new Mark 5HD FDE models unveiled this year.
Mounts and rings are also manufactured in the machine shop, and they are built both in steel and aluminum, the quality and accuracy so high there’s no need match top rings with the lower bases. Obviously, there is a dedicated maintenance dept, that takes care of the CNC machines with spare parts and trained tech for full 24/7 in-house support.
All of the scope parts are stored the Component Warehouse, a huge area where they are stored and tracked in a number of ways, including an impressive 16-m tall Automatic Vertical Tray warehouse. Hundreds of color-coded boxes are also lining rows and rows of industrial shelves.
Leupold: building the optic






The assembly of the scopes is done in a very special set of clean rooms, in which access is strictly controlled. We were only allowed access after we used an automated polymer wrap to seal off dirt under our shoes. The assembly lines are color coded depending on the complexity and precision of the specific assembly.
Logistics are king: it all starts with the work order from planning office, that organizes all manufacture runs. The work order sheet includes the model’s BOM, so all components are then sourced from the warehouse and Ultrasound bath cleaned to be free of any dust of pollutants before entering assembly. A conveyor belt moves the subassemblies through the various stations in which specific operations are done by hand by very skilled workers. Each step of assembly is completed by a following-up inspection step, to ensure the assembly is up to spec. Custom built tools are used for every step; final build is carried out in the Main Assembly line. Almost no adhesive or cement is used in the assemblies, rather very precise lockrings and threading is used. A laser engraving machine serial numbers each main tube and etches markings on the dials and on other parts of the scope, such as the magnification ring.
The Reticle Assembly room







A very small and crucial part of the assembly line in the clean room is the Reticle Assembly area. Essentially, two different types of reticles are used by Leupold: etched glass reticles and electroformed metal reticles. It was especially interesting watching the creation of the Firedot reticles, which are built using a metal reticle over which an incredibly thin fiber optic with the end cut at an angle is glued – all by hand! The lady doing this job made it so effortless, and she was working with a paintbrush and simple tweezers within a proprietary and very complex assembly gig.
The glass reticles are mostly used in first focal plane models, and the electroformed metal ones in second focal plane models. Glass etched reticles come as “blanks” that need to be assembled and carefully rotated in a holder before being sent in for final assembly in the scope.
Leupold: Final optics testing



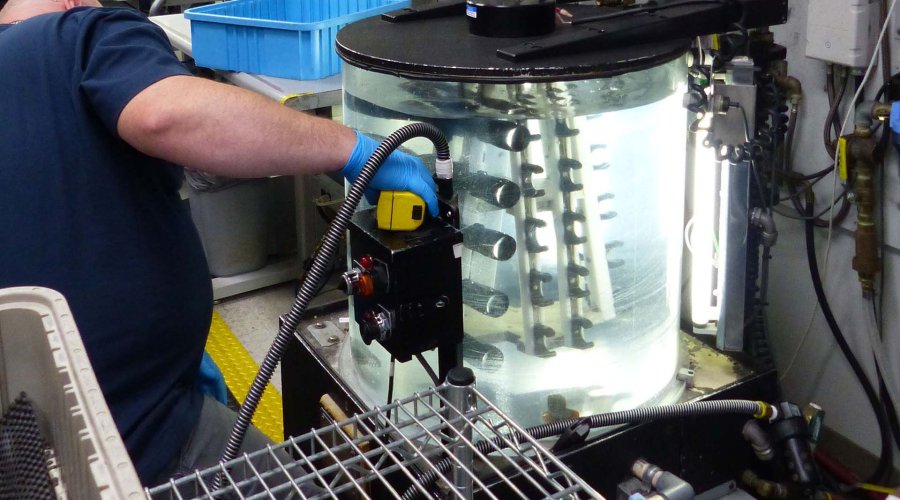



Once the scope is fully assembled (and the "Gold Ring" is placed on the objective bell!) it is sent to the testing area, where it is individually tested and inspected, and even the slightest difformity from the specs is grounds for rejection and reassembly. Finished riflescopes are placed in pressurized water tanks to check for any leaks and inspected for optical and mechanical performance. Random samples are also tested in environmental and temperature stability tanks, and in a shock machine at the Quality Test Room to simulate heavy recoil. They are subject to several thousand impulses at the highest and harshest recoil ratings – currently a .375 Ackley improved in a lightweight simulated gun – to test compliance to the specs.
Leupold & Stevens riflescopes that emerge from final testing are then sent in for packaging. A label is printed after scanning the QR code laser etched on the body of the optic; this label will be used to seal the box, and the scan also completes the work order and places the scope in the Leupold inventory and database. The box with the optic, and its appropriate accessories and manual, is then labeled and shrink wrapped, ready for shipping.
Shooting range and service center

The factory features an underground 100-yard tunnel shooting range, where the optics can be live fire tested with a selection of firearms; a chronograph and electronic shot reporting system are also used. The range is used for testing, not only for production scopes but also for service and repair of the rare returned products. And, in regards to servicing: Leupold is unique, both in its policy of honoring lifetime warranties, and ability to repair optics built by the company way back in time. There’s no time limit; no proof of purchase or being the original owner or not. Optics arriving for service may have been built last week – or in the fifties. If the support team is not able to help through calls or email, and shipping the scope is indeed necessary, the optic itself will be entrusted to an expert scopesmith that will work on it from troubleshooting thru repair, to final testing – a different philosophy than the assembly line where many workers are involved in every step of the build.
In conclusion, my visit at the Leupold & Stevens factory and headquarters was enlightening and very informative. All daylight riflescopes and spotters are built in the USA, in Beaverton, while electronic laser range finders and binoculars are imported, built to Leupold’s own developed specs and designs. It was a sobering experience, just to realize how many parts go into a single riflescope – over 250 parts in a Mark 5HD riflescope, and the level of precision and accuracy that is needed. It makes me even more proud to own Leupold products, that I had purchased throughout the years, even before becoming a gun writer!
For more information please visit the Leupold website.







